銷售專線: 18616120919
免費熱線:021-67723455

- 首 頁
-
產(chǎn)品中心
相關產(chǎn)品與應用
- 技術支持
- 關于我們
- 聯(lián)系我們
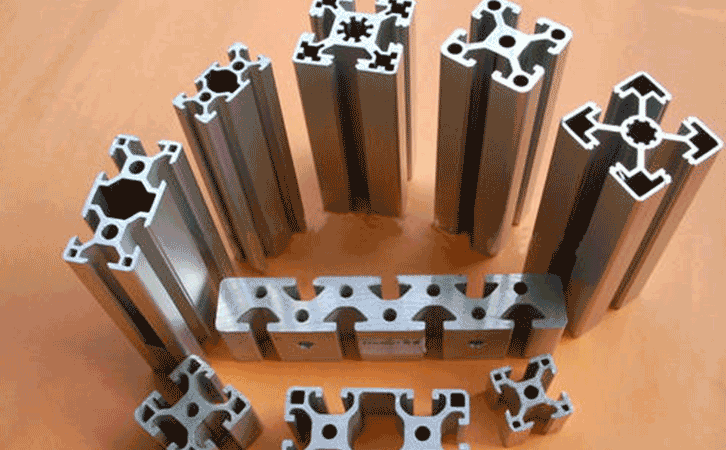
工業(yè)鋁合金型材產(chǎn)生氣泡的原因及措施
工業(yè)鋁合金型材是自動化生產(chǎn)中常見的一種耗材,,由于它出色的物理性能,廣泛的應用在工業(yè)自動化上,成為了人們定制設備框架支架,、安全圍欄的材料,但是在實際應用中,,人們發(fā)現(xiàn)工業(yè)鋁合金型材產(chǎn)生氣泡,,那么工業(yè)鋁合金型材產(chǎn)生氣泡的原因及措施?下面我們就一起來了解一下。
鋁合金型材氣泡產(chǎn)生的原因:
1,、金屬液在壓射室里的充滿度過低,,一般都控制在45%~70%左右,容易產(chǎn)生卷氣,,一開始的壓射速度過高,。
2、模具在澆注系統(tǒng)里的不合理或者是排氣不良,。
3,、熔煉的溫度過高,讓它的含氣量比較高,,熔液沒有除氣,。
4、模具的溫度過高,,留模的時間沒有達標,,金屬在凝固的時候時間不充足,鋁合金型材的強度不夠,,過早的開模,,讓受壓的氣體膨脹起來。
5,、脫模劑,、注射頭油的用量過多。
6,、噴涂以后吹氣的時間不夠長,,模具的表面水沒有被吹干。
鋁型材氣泡預防措施:
1,、調(diào)整時的壓鑄工藝參數(shù),、壓射速度和高壓射速度的切換點,。
2、修改模具的澆道,,增設了溢流槽和排氣槽,。
3、鋁型材降低了缺陷區(qū)域的模溫,,從而降低了氣體的壓力作用,。
4、調(diào)整熔煉工藝,。
5,、延長留模時間,調(diào)整噴涂后吹氣時間,。
6,、調(diào)整脫模劑、壓射油用量,。
【上海錦鋁】:上面就是“工業(yè)鋁合金型材產(chǎn)生氣泡的原因及措施”的簡單介紹,,希望能夠幫到您,若您還有任何疑問,,歡迎咨詢上海錦鋁,,16年專注于定制加工工業(yè)鋁型材!
地 ?址:上海松江區(qū)永豐都市工業(yè)園區(qū)玉佳西路66號
電 ?話:+86-21-67723455 轉(zhuǎn) 0
傳 ?真:+86-21-67723477?
服務投訴監(jiān)督電話:18616120919